Het ontwerp van het tandwielvorm, vooral voor plastic tandwielen, verschilt aanzienlijk van traditionele vormontwerpen. Belangrijkste parameters zoals tanddikte (de booglengte tussen twee zijden van een tandwieltand), module (een parameter meetwielgrootte) en drukhoek (de acute hoek tussen de krachtrichting en bewegingsrichting, exclusief wrijving) vereisen aanpassingen op basis van empirische gegevens.
In tegenstelling tot andere processen kunnen versnellingsvormen niet direct worden verwerkt op basis van krimpsnelheden. Professionele uitrusting en versnellingsbakfabrikanten, die gebruikmaken van langetermijnervaring en samenwerking met computersoftwarebedrijven, hebben gespecialiseerde software ontwikkeld voor het berekenen van parameters van de tandwielholte. Deze software kan rechtstreeks versnellingsparameters en profielen genereren, helpen bij versnellingsaanpassing en het verbeteren van de tandnauwkeurigheid. Laten we duiken in de fijne kneepjes van het ontwerp van plastic tandwielen.
Holteontwerp voor plastic tandwielvormen
Het ontwerpen van de holte voor een plastic tandwielvorm is altijd een technische uitdaging geweest in de schimmelindustrie, voornamelijk vanwege twee redenen:
1. Precisie in plastic krimpsnelheden:
Tijdens het vormproces van plastic tandwielen transformeren plastic korrels in een gesmolten toestand onder hoog vuur en afkoelen vervolgens om vaste plastic tandwielen te vormen. De krimpsnelheid van plastic tijdens dit proces is een bereikwaarde, waardoor het moeilijk is om precieze krimpsnelheden te bepalen.
2. Niet-lineaire krimpberekening voor schimmelholten:
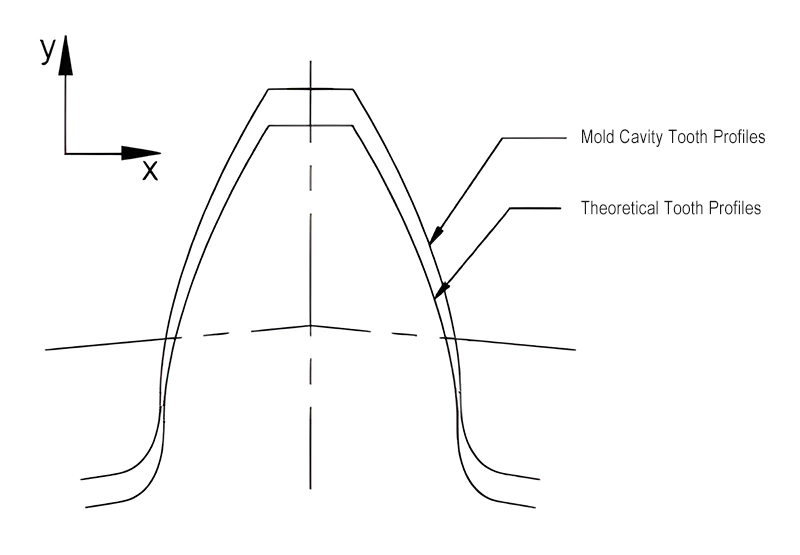
Voor ingewikkelde kleine module plastic versnellingsvormen vertegenwoordigt de schimmelholte in wezen een denkbeeldige versnelling. Deze denkbeeldige versnelling verschilt van zowel verschoven versnellingen als interne versnellingen. Na krimp wordt het de gewenste plastic uitrusting. De krimp van het ingewikkelde tandprofiel van deze denkbeeldige versnelling is niet uniform zoals de isotrope krimp die wordt gezien in algemene plastic onderdelen. Op het tandwielvlak is de krimp in de X- en Y-richtingen ongelijk, wat leidt tot niet-lineaire krimp, zoals weergegeven in figuur 1. Deze niet-lineariteit verhoogt de complexiteit van het ontwerpen van ingewikkelde plastic tandwielholten aanzienlijk.
De juiste manier om een tandwielholte te ontwerpen
Geconfronteerd met deze technische uitdagingen, levert het gebruik van de isotrope krimpmethode voor het ontwerpen van schimmelholten vaak suboptimale resultaten op. Op basis van jaren van praktische ervaring en precieze schatting van plastic krimpsnelheden, raden we aan de variabele modulemethode te gebruiken voor theoretisch ontwerp van tandwielholten, gevolgd door tandprofielcorrectie om de nauwkeurigheid en rationaliteit van de schimmelholte te waarborgen.
De methode variabele module veronderstelt dat tijdens verschillende verwerkingsfasen de basiscirkeldiameter, pitchcirkeldiameter, addendumcirkeldiameter en dedendumcirkeldiameter van een versnelling consistent blijven, evenredig omhoog of omlaag schalen, vergelijkbaar met de radiale dimensieveranderingen in eenvoudige mouwachtige onderdelen. Voor de toonhoogtecirkel van een versnelling, zoals bepaald door de formule D=Mz, is deze alleen afhankelijk van de module M en het aantal tanden z.
Aangezien het aantal tanden op een specifieke versnelling constant is, kunnen we de verandering in de pitchcirkeldiameter tijdens de verwerking beschouwen als een verandering in de module. Dit principe houdt in dat de ruimte die wordt omvat door de plastic tandwielholte een denkbeeldige versnelling is met een constant aantal tanden en drukhoek, waarbij zijn groeven het tandprofiel van de holte vormen.
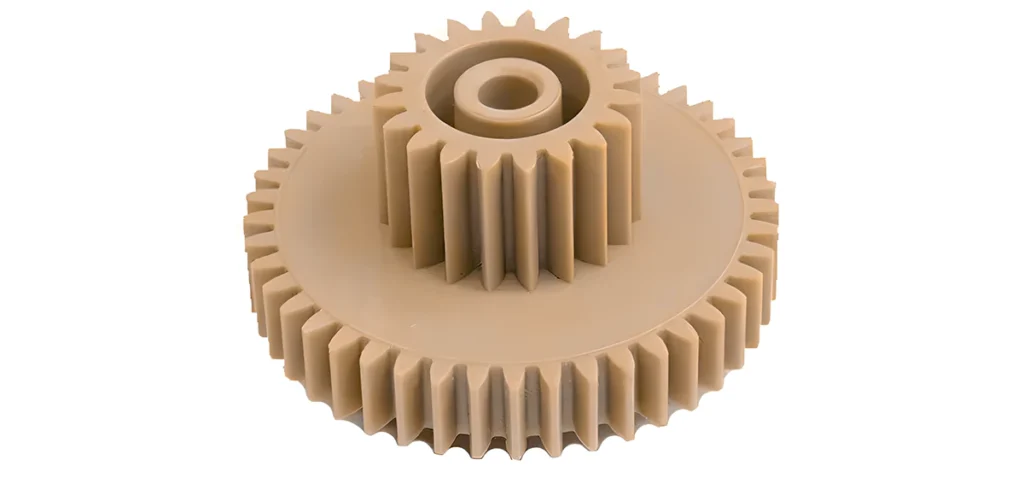
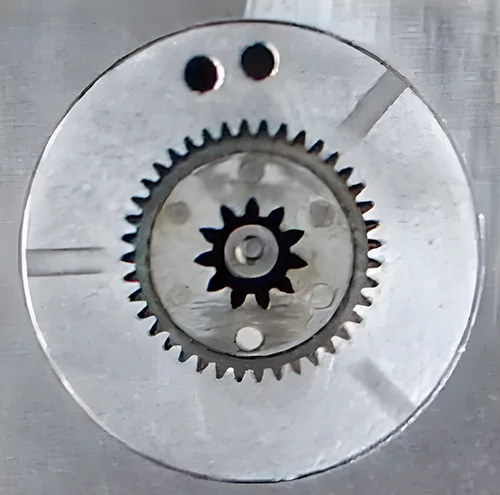
We kunnen de module van dit denkbeeldige versnelling berekenen met behulp van een proportionele methode. De formule voor deze berekening is m '= (1 +} η%) m. In deze formule vertegenwoordigt M 'de module van het tandprofiel van de vormholte, m is de theoretische module van de ontworpen versnelling en η% is de krimpsnelheid van het plastic. Door de module M 'te vervangen door de overeenkomstige versnellingsbalingsformule, vertegenwoordigt het resulterende versnelling de denkbeeldige versnelling van de schimmelholte. De praktijk heeft aangetoond dat de methode van variabele module effectief de uitdaging van niet-lineaire krimp van ingewikkelde tandprofielen aanpakt, zoals aangetoond door het schimmelholteproduct dat wordt getoond in figuur 2.
Gate -ontwerp voor plastic tandwielvormen
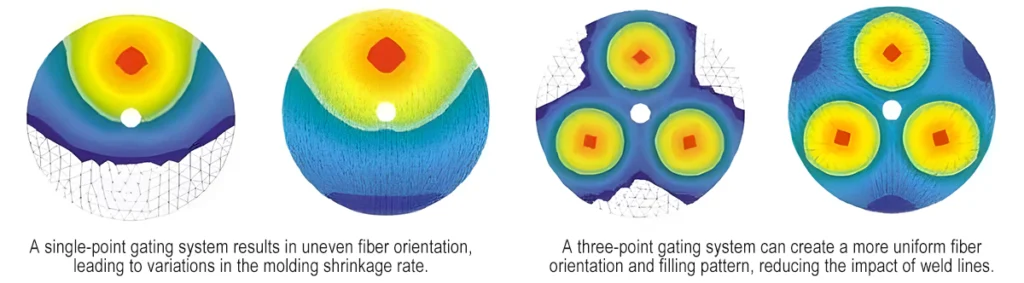
Tijdens het vormen van plastic tandwielen, heeft de locatie van de poort de precisie van de versnellingen aanzienlijk beïnvloed, vooral hun radiale runout. De distributievorm van de poort heeft ook cruciaal van invloed op de algehele mechanische eigenschappen van de plastic tandwielen. Bij het ontwerpen van poorten voor plastic versnellingsvormen, als het versnellingsproduct het toelaat, wordt aanbevolen om een driepunts gating-systeem te gebruiken. In het ideale geval moeten deze drie punten zich op dezelfde cirkelvormige boog bevinden en gelijkmatig verdeeld zijn, zoals weergegeven in figuur 3.
Met behulp van een driepunts uitgebalanceerd poortsysteem stroomt de plastic smelt radiaal uit de poorten en convergeren aan de stromingsfronten om drie laslijnen te vormen. Bij deze laslijnen is de oriëntatie van vezels meestal parallel aan het stromingsfront. In versnellingen leidt dit ertoe dat vezels radiaal worden verdeeld op de laslijnen, terwijl deze willekeurig in andere delen van de versnelling wordt verdeeld. Dit creëert gebieden met lage krimp langs de laslijnen. Het verschil in vezeloriëntatie tussen de laslijnen en de rest van de versnelling is minder uitgesproken dan in versnellingen met een enkele poort, wat leidt tot een hogere versnellingspreiding. Figuur 4 toont een schematische vergelijking van vezeloriëntatie en vulpatronen bij het gebruik van een enkele excentrische poort versus een driepunts gelijkmatig verdeelde poort.
Ontluchtingsontwerp voor plastic versnellingsvormen
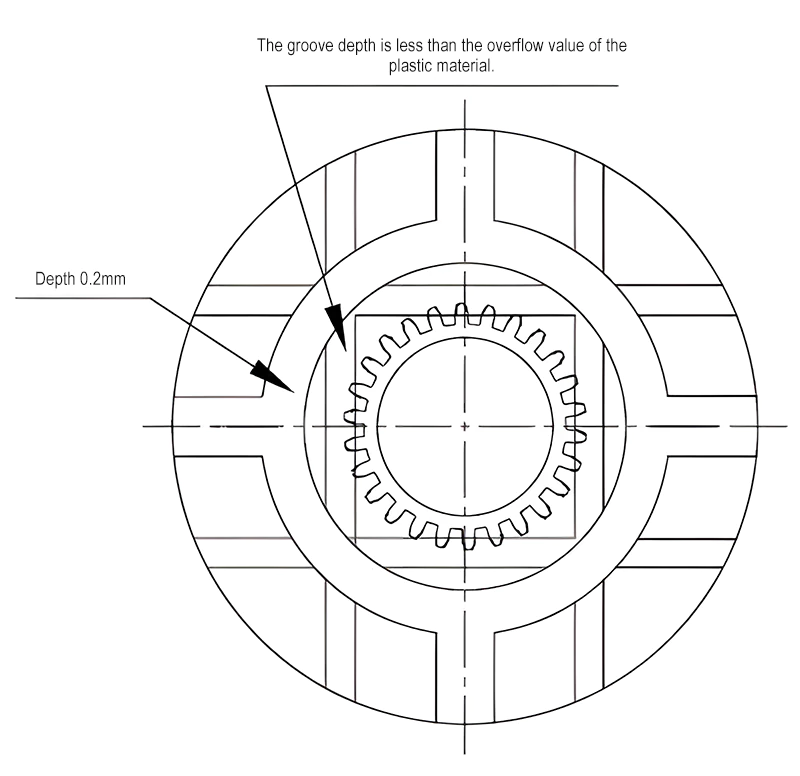
Venting is een cruciaal aspect om te overwegen in het ontwerp van plastic schimmels. Voor plastic versnellingsvormen is het ontluchtingsontwerp op de tandoppervlakken bijzonder belangrijk. We bewerken de meeste oppervlakken van tandwielvormen met een slijpmachine. Dit proces zorgt voor een goede fit van de oppervlakte-op de oppervlakte. Het heeft echter de neiging om te leiden tot onvoldoende vulling op de laatste gebieden tijdens het injectieproces. Om gevangen lucht te elimineren, is het noodzakelijk om ontluchtingsgroeven op de tandoppervlakken te creëren. Over het algemeen is het ontwerp van deze ontluchtingsgroeven op de tandoppervlakken zoals weergegeven in figuur 5.
Structureel ontwerp van plastic tandwielvormen
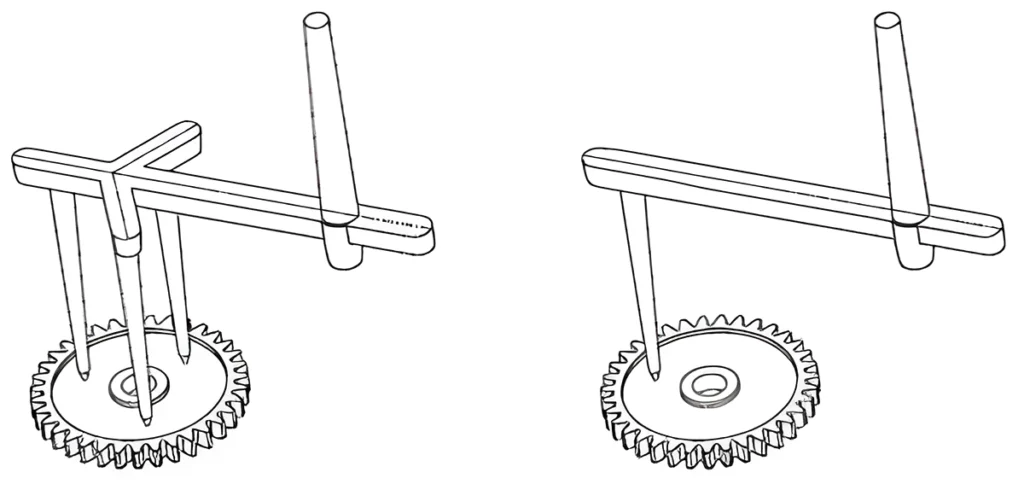
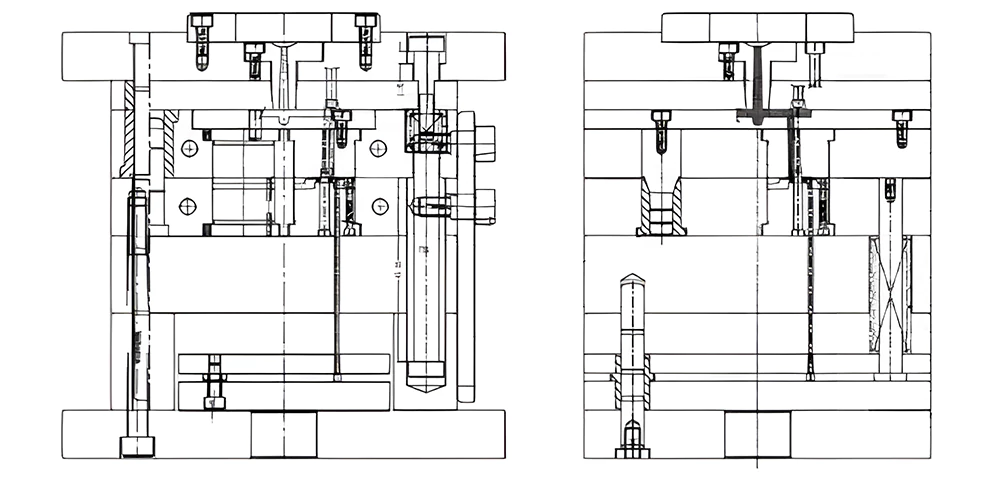
Gezien het feit dat plastic versnellingsspuitgieten vaak puntpoorten gebruikt, neemt de schimmelstructuur gewoonlijk een ontwerp met drie platen aan. Figuur 6 toont het ontwerpdiagram van een tandwielvorm en figuur 7 toont de werkelijke tandwielvorm. Het werkende principe van de versnellingspoel is als volgt:
Na het voltooien van de spuitgietactie begint het beweegbare deel van de mal te openen onder de aandrijving van de spuitgietmachine:
- Eerste fase van afscheid: Vanwege de werking van de lente 1 begint de stripperplaat te scheiden van plaat A. De sprue -trekkrachtspin Actie bevestigt het hoofdkanaal op de stripperplaat en zorgt ervoor dat de poort van het product ontsnapt.
- Tweede fase vanAfscheid: Nadat de mal 95 mm wordt geopend, begint de stripperplaat onder de werking van de tie-bar-montage te scheiden van de voorplaat en brengt het hoofdkanaal uit de sprue-struik af.
- Derde fase vanAfscheid: Terwijl de mal blijft openen, begint de plaat A onder de actie van de tie-bar-assemblage te scheiden van plaat B. Na opening tot 90 mm begint de uitwerpplaat te bewegen, waardoor het product wordt uitgeworpen. Tijdens dit proces worden de geleideposten van de uitwerpplaat gebruikt om de balans van het uitwerpen te verbeteren. De uitwerpplaat wordt geresets onder de actie van de lente 2. Dit voltooit de gehele vormopening en uitvoeringsactie.
Productie van plastic tandwielvormen
Tijdens het vormen van plastic tandwielen is de tandwielvorm de belangrijkste apparatuur voor het vormgeven van de plastic tandwielen en het waarborgen van hun precisie. De plastic tandwielvorm kan worden verdeeld in twee hoofdonderdelen: de tandwielholte en het vormframe. De tandwielholte, ook bekend als de tandwielring, is het meest kritieke en precisie-veeleisende deel van het gehele productieproces van de mal.
1. Bewerking van versnellingsholte
De bewerking van de tandwielholte is de sleutel bij de productie van plastic tandwielen. Het vormen van plastic tandwielen is een vorm van 'replica' -verwerking. In dit proces is het tandprofiel van de holte een vervormde sjabloon van de tandwielvorm. Daarom is het essentieel om de dimensionale nauwkeurigheid en oppervlakteruwheid van de holte strikt te regelen. Het is essentieel om defecten zoals bramen, excentriciteit en oppervlakte -krassen te voorkomen. Daarom moet een strikt bewerkingsproces van de versnellingsplek worden vastgesteld om de precisie van de holteproductie te waarborgen.
Er zijn voornamelijk vier methoden voor het bewerken van de tandwielholte: draadknippen, elektrische ontladingsbewerking (EDM), elektroforming en beryllium koperlegering gieten. Elk van deze methoden heeft zijn voor- en nadelen voor het bewerken van tandwielholten. Fabrikanten gebruiken meestal draadsnijmutten voor rechtstreekse rechte cilindrische tandwielen en geven over het algemeen de voorkeur aan EDM voor spiraalvormige versnellingen. Bovendien kunnen ze machine -elektroden gebruiken die worden gebruikt voor EDM van tandwielholtes met behulp van draadsnijden. Voor spiraalvormige uitrusting -elektroden met een kleine helixhoek (minder dan of gelijk aan 6 graden) is het snijden van draad nog steeds van toepassing.
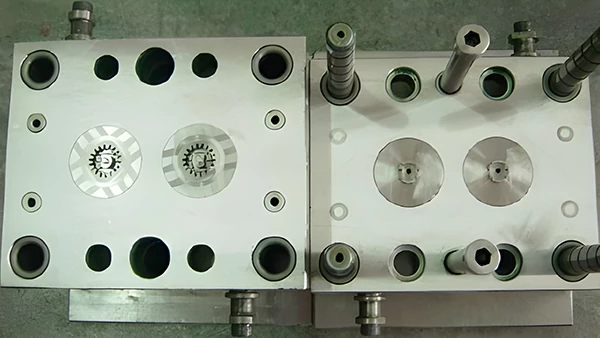
2. MOET FRAME MACHININGEN
Het schimmelframe, ook bekend als de schimmelbasis, is een hulpmiddel dat deel uitmaakt van de tandwielvorm. Het proces van het bewerken van het schimmelframe is vergelijkbaar met dat van veel voorkomende plastic spuitgemengingen. Daarom zal dit artikel er niet op ingaan. Afbeelding 8 toont de werkelijke afbeelding van de bewerking van het tandwielvormframe.